 український
український-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά - український
-
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


додому
>
Продукти > Токарно-фрезерний комбінований верстат
>
Токарно-фрезерний верстат із внутрішніми трьома кривими пазами
Продукти






Токарно-фрезерний верстат із внутрішніми трьома кривими пазами
Токарно-фрезерний верстат із внутрішніми трьома кривими пазами Jingfusi® — це спеціалізований обробний інструмент, який використовується для точної обробки внутрішніх канавок із трьома вигнутими або фасонними поверхнями. Цей токарно-фрезерний верстат із внутрішніми трьома кривими пазами зазвичай використовується в галузях промисловості, де потрібне виробництво складних деталей із внутрішніми пазами або профілями, які неможливо легко створити за допомогою традиційних методів обробки.
Модель:CK46-3+2
Надіслати запит
Опис продукту
Хоча ці верстати в основному використовуються для обробки внутрішніх канавок, вони також можуть виконувати інші операції обробки, що робить їх універсальними для широкого спектру застосувань. Такі галузі промисловості, як авіакосмічна промисловість, виробництво медичних приладів, автомобілебудування та точне машинобудування, часто покладаються на ці машини для виробництва складних і високоточних компонентів. Токарно-фрезерні верстати з внутрішніми трьома кривими можуть обробляти різні матеріали, включаючи метали, пластики та композити, залежно від конкретних потреб обробки.
Схема руху машини

Деталі продукту

Список параметрів
| Пункт | одиниця | Специфікація |
| Макс. діаметр обточування | мм | 250 |
| Макс. гойдалки діам. над токарним верстатом | мм | Ø500 |
| Макс. діаметр повороту через ковзання | мм | Ø160 |
| Ступінь похилого ліжка | ступінь | 35° |
| Ефективний хід осі Х | мм | 1000 |
| Ефективний хід осі Z | мм | 400 |
| Вісь X/Z макс. швидка швидкість пересування | м/хв | 24 |
| Площа чавунної основи | ㎡ | 1,8 х 1,1 |
| Розмір машини: Д х Ш х В | мм | 2100x1580x1800 |
| Маса нетто машини | кг | 2600 |
| інструмент № | шт | 8 |
| Квадратні інструменти | мм | 20 х 20 |
| Розмір отвору ножа | мм | Ø20 |
| Всього кінь | кВт | 13 |
| Середнє споживання електроенергії | кВт/год | 2 |
| Форма торця веретена |
|
A2-5 |
| Швидкість шпинделя | об/хв | 6000 |
| Налаштування швидкості шпинделя | об/хв | 1-4500 |
| Номінальний крутний момент шпинделя | Нм | 35 Нм (1500 об/хв) |
| Максимальний діаметр прутка | мм | Ø45 |
Точність верстатів
| Точність машини, стандарт фактора Jingfus: | ||||
| Основний предмет перевірки | Принципова схема | Заводський стандарт | ||
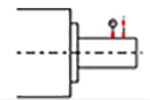
| Радіальне биття шпинделя, |
 |
Визначити биття зовнішнього конуса | 0.0035 | |
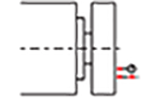
| Позиція повторення осі X,X |
 |
Виявлення повторного позиціонування осі X. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.003 | |
| Повторне положення осі Z,Z |
 |
Виявлення повторного позиціонування на осі Z. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.003 | |
| Позиція повторення осі C,C |
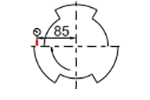 |
Визначте зміну позиціонування фіксованої точки осі С, зверніть увагу: спочатку передбачте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування | 20 кутових секунд | |
| Позиція осі C обертається,C |
 |
Визначте точність випадкового положення осі C, примітка: спочатку передбачте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім перевірте повторні налаштування | 72 кутові секунди | |
| Якщо замовник хоче перевірити точність ISO або VD1 осі X/Z/Y, це має бути визначено під час написання контракту. Клієнт повинен протестувати цей товар одночасно з первинним прийманням фабрики Jingfusi. | ||||
Гарячі теги: Токарно-фрезерний верстат із внутрішніми трьома кривими пазами, Китай, виробники, постачальники, фабрика, якість, прайс-лист
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності