 український
український-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά - український
-
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


додому
>
Продукти > Токарно-фрезерний комбінований верстат
>
Швидкісна машина з поворотом і фрезерування
Продукти






Швидкісна машина з поворотом і фрезерування
Швидкошвидкісна машина з поворотом та фрезеруванням-це складний верстат CNC (комп'ютерний числовий контроль), який поєднує можливості токарного верстата (повороту) та фрезерної машини. Ці машини розроблені для точних операцій з обробки та часто використовуються в галузях, де висока точність та ефективність є важливими. Ви можете бути впевнені, що купують високошвидкісну машину для повороту та фрезерування з нашої фабрики, і ми запропонуємо вам найкращу послугу після продажу та своєчасну доставку.
Модель:CK52DTY
Надіслати запит
Опис продукту
Як професійний виробник, ми хотіли б забезпечити вам швидкісну машину для повороту та фрезер. І ми запропонуємо вам найкращу послугу після продажу та своєчасну доставку.
Ось деякі ключові особливості та характеристики високошвидкісних машин повороту та фрезерування: фрезерні машини:
Інструмент TURRET: Ці машини, як правило, мають башту для інструментів, яка може вмістити кілька ріжучих інструментів. Башти можна індексувати автоматично для вибору відповідного інструменту для певної операції обробки, скорочення часу налаштування та збільшення універсальності.
Здатність повороту: високошвидкісні машини повороту та фрезерування можуть виконувати поворотні операції, які передбачають обертання заготовки, тоді як ріжучий інструмент видаляє матеріал для створення циліндричних або конічних форм. Це корисно для отримання деталей з обертальною симетрією.
Можливість фрезерування: ці машини також можуть виконувати фрезерні операції, які передбачають видалення матеріалу з заготовки, переміщуючи ріжучий інструмент у різних напрямках. Фрезерування дозволяє створювати складні форми, особливості та контури.
Контроль ЧПУ: Більшість сучасних машин повороту та фрезерування башточок керуються системами ЧПУ. Технологія ЧПУ дозволяє точно контролювати рухи інструменту та процеси обробки, забезпечуючи точність та повторюваність.
Живий інструмент: Деякі машини оснащені можливостями інструментів наживо. Живий інструмент дозволяє виконувати операції фрезерування під час обертання заготовки, розширюючи можливості машини та зменшуючи потребу в декількох налаштуваннях.
Автоматичні зміни інструменту: Багато з цих машин мають автоматичні зміни інструментів, які можуть швидко та автоматично замінювати інструменти в башточку, що дозволяє безперервної обробки без ручних змін інструменту.
Застосування: високошвидкісні машини повороту та фрезерних башточок знаходять додатки в галузях, які потребують високоточних компонентів, таких як аерокосмічний, автомобільний, виробництво медичних пристроїв та виробництво складних механічних деталей.
Підводячи підсумок, швидкісна машина з поворотом та фрезеруванням-це універсальний верстат з ЧПУ, який поєднує в собі можливості повороту та фрезерування з фокусом на високошвидкісній обробці. Вони використовуються в галузях, де виробництво складних та точних компонентів є важливим, і їхні передові особливості роблять їх цінними активами для сучасних виробничих процесів.
Здатність повороту: високошвидкісні машини повороту та фрезерування можуть виконувати поворотні операції, які передбачають обертання заготовки, тоді як ріжучий інструмент видаляє матеріал для створення циліндричних або конічних форм. Це корисно для отримання деталей з обертальною симетрією.
Можливість фрезерування: ці машини також можуть виконувати фрезерні операції, які передбачають видалення матеріалу з заготовки, переміщуючи ріжучий інструмент у різних напрямках. Фрезерування дозволяє створювати складні форми, особливості та контури.
Контроль ЧПУ: Більшість сучасних машин повороту та фрезерування башточок керуються системами ЧПУ. Технологія ЧПУ дозволяє точно контролювати рухи інструменту та процеси обробки, забезпечуючи точність та повторюваність.
Живий інструмент: Деякі машини оснащені можливостями інструментів наживо. Живий інструмент дозволяє виконувати операції фрезерування під час обертання заготовки, розширюючи можливості машини та зменшуючи потребу в декількох налаштуваннях.
Автоматичні зміни інструменту: Багато з цих машин мають автоматичні зміни інструментів, які можуть швидко та автоматично замінювати інструменти в башточку, що дозволяє безперервної обробки без ручних змін інструменту.
Застосування: високошвидкісні машини повороту та фрезерних башточок знаходять додатки в галузях, які потребують високоточних компонентів, таких як аерокосмічний, автомобільний, виробництво медичних пристроїв та виробництво складних механічних деталей.
Підводячи підсумок, швидкісна машина з поворотом та фрезеруванням-це універсальний верстат з ЧПУ, який поєднує в собі можливості повороту та фрезерування з фокусом на високошвидкісній обробці. Вони використовуються в галузях, де виробництво складних та точних компонентів є важливим, і їхні передові особливості роблять їх цінними активами для сучасних виробничих процесів.
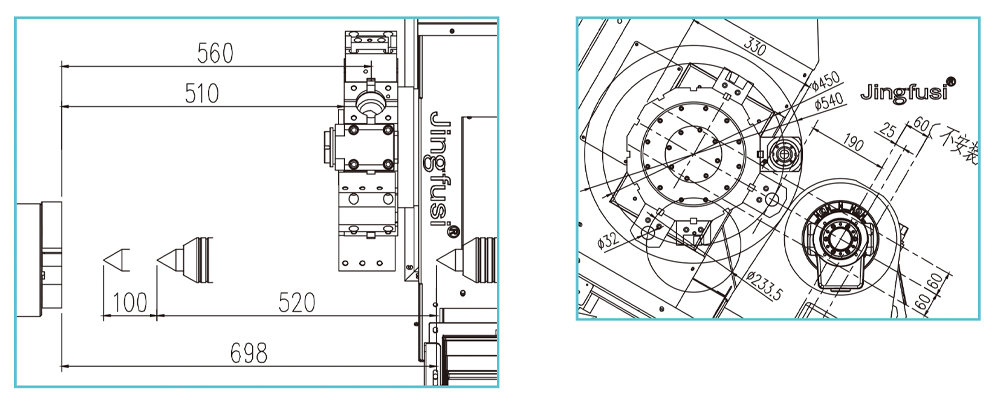
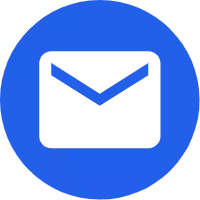
Діаграма машинних подорожей
Деталі товару

Список параметрів
| предмет | Модель токарного верстата | одиниця | Ck52dty | Ck76dty | Ck46dty |
| Обсяг обробки | Максимальний діаметр обертання шпинделя | мм | Ø 700 | ||
| Максимальна поворотна зовнішня довжина кола | мм | 520 | |||
| Максимальний діаметр бару | мм | Ø 55 | Ø 72 | Ø 45 | |
| Основна вісь | Максимальна швидкість шпинделя | r/хв | 4200 (встановлення 3500) | 3200 (встановлення 2000) | 6000 (встановлено 4500) |
| Тип шпинделя |
|
A2 - 6 | A2 -8 | A2 - 5 | |
| Шпиндель діаметр | мм | Ø 66 | Ø 86 | Ø 56 | |
| годувати | X/z/y максимальний хід | мм | 260/500/± 60 | ||
| Голова потужності 90 ° проходить через центр шпинделя | мм | 30 | |||
| Максимальний швидкий рух осі x/z/y | м/мій | 24 (Налаштування 16)/ 24 (Налаштування 16)/ 14 (Налаштування 8) | |||
| X/z/y гвинтовий стрижень | мм | 40 | |||
| X/z/y в роликовій доріжці | мм | 35/45/35 | |||
| Силова башта |
Модель силової башточки (силова башта) | BMT | BMT55 | ||
| Коллет з силою | Є | ER32 | |||
| Фіксований розмір тримача інструменту | мм | 25х25 | |||
| Діаметр рукоятки власника | мм | Ø32 | |||
| електрична техніка | Основна потужність двигуна/крутний момент | KW / NM | 11 кВт/рейтинг 72 нм | 15 кВт/Оцінка 98 нм | 7,5 кВт/рейтинг 47 нм |
| X/z/y осі потужність двигуна/крутний момент | KW / NM | Yaskawa 2.9 KW /18.6nm,optional New Generation3.1 кВт /15 нм | |||
| Потужність/крутний момент мотору з башточкою | KW / NM | Нове покоління 3.1 кВт/15 нм | |||
| Максимальна швидкість мотору з башточкою | r/хв | 6000 (встановлення 4000), загальна швидкість ≤4000 | |||
| Живлення двигуна живлення/крутний момент | KW / NM | 3,1 кВт/15 нм | |||
| Потужність/крутний момент мотору, що змінює мотор башточок | KW / NM | Нове покоління1.0 кВт /3.1nm | |||
| Хвороба | Інсульт | мм | 520 | ||
| Максимальний гідравлічний хід хвоста |
мм | 100 | |||
| Конусна конус -отвір для конуса | Мк | MOHS 5# | |||
| Максимальна відстань між кінчиком і Чак | мм | 690 | |||
| інший | Гальмівний пристрій розміщення шпинделя |
|
Гідравлічний, необов'язковий програмований | ||
| Нахил ліжка | ° | 30 ° або 15 ° | |||
| Машина довжина x ширина x висота | мм | 2500x1680x1900 | |||
| Загальна вага всієї машини | Кг | 5000 кг | |||
| Загальна потужність | kw | 20 | |||
| Середнє споживання електроенергії | KW / H | 3 | |||
Точність верстатів
| Точність машини, стандарт фактора Jingfus: | ||||||||
| Основний тестовий предмет | Схематична діаграма | Метод виявлення |
Фабричний стандарт |
|||||
| Шпиндель Радіальний ритм |

|
Виявити пробіг зовнішнього конуса | 0.0035 | |||||
| Повторне положення X-осі |

|
Виявити повторне розташування осі x. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявити повторне позиціонування. | 0.003 | |||||
| Повторне положення в осі Z |
 |
Виявити повторне розташування на осі Z. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявити повторне позиціонування. | 0.003 | |||||
| Повторне положення y-вісь |

|
Виявити повторне розташування на осі y. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявити повторне позиціонування. | 0.004 | |||||
| C Повторне положення вісь |

|
Виявити перестановку фіксованої точки осі С, примітка: Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявити повторне позиціонування | 20 дуг секунд | |||||
| C -осі положення оберти |

|
Виявити точність випадкової позиції в осі С, Примітка: Спочатку прогнозуйте близько 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім перевірити повторні налаштування | 72 дуги секунд | |||||
| ПОТРІБНА ХЛАМПІНГ БІТ |

|
Конус | 0.015 | |||||
| ПОТРІБНА ХЛАМПІНГ БІТ |
 |
Затискання побиття | 0.01 | |||||
| Якщо замовник хоче перевірити точність ISO або VD1 осі x/z/y, це визначається під час написання договору. Замовник повинен перевірити цей предмет одночасно з початкового прийняття фабрики Jingfusi. | ||||||||
Гарячі теги: Швидкошвидкісна машина з поворотом та фрезеруванням, Китай, виробники, постачальники, фабрика, якість, прайс-лист
Тег продукту
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності