 український
український-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά - український
-
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


додому
>
Продукти > Токарний верстат з ЧПУ з косою станиною
>
Високоточний токарний верстат із похилою станиною з ЧПУ
Продукти






Високоточний токарний верстат із похилою станиною з ЧПУ
Нижче представлено високоякісний токарний верстат із похилою станиною з ЧПУ Jingfusi®, який допоможе вам краще зрозуміти його. Вітаємо нових і старих клієнтів, щоб продовжувати співпрацювати з нами, щоб створити краще майбутнє!
Модель:CK46
Надіслати запит
Опис продукту
Високоточні токарні верстати з похилою станиною з ЧПУ Jingfusi® можуть виконувати точні токарні та фрезерні операції. Як професійний виробник, ми хотіли б надати вам високоякісний високоточний токарний верстат із похилою станиною з ЧПУ Jingfusi®. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
Ось деякі з ключових функцій і характеристик цих машин:
Конструкція похилої станини: конструкція похилої станини забезпечує підвищену жорсткість і стабільність під час обробки. Це гарантує, що ріжучі інструменти залишаються в безпосередній близькості до заготовки, що забезпечує підвищену точність.
Високоточний шпиндель: оснащені високоточним шпинделем, ці верстати забезпечують мінімальне биття шпинделя та чудову точність обертання. Ця точність має вирішальне значення для досягнення жорстких допусків і високоякісної обробки поверхні.
Удосконалені засоби керування ЧПК: оснащені розширеними засобами керування ЧПК і можливостями програмування, оператори можуть легко програмувати та контролювати складні операції обробки з точністю та гнучкістю.
Високоточний шпиндель: оснащені високоточним шпинделем, ці верстати забезпечують мінімальне биття шпинделя та чудову точність обертання. Ця точність має вирішальне значення для досягнення жорстких допусків і високоякісної обробки поверхні.
Удосконалені засоби керування ЧПК: оснащені розширеними засобами керування ЧПК і можливостями програмування, оператори можуть легко програмувати та контролювати складні операції обробки з точністю та гнучкістю.
Схема руху машини

Деталі продукту

Список параметрів
| демонструвати | одиниця | CK46 | CK52 | CK76 | |
| Максимальна довжина точіння | мм | 350 | |||
| Максимальний діаметр точіння на станині | мм | Ø 500 | |||
| Максимальний діаметр повороту на скейтборді | мм | Ø 160 | |||
| Нахил ліжка | ° | 35° | |||
| Ефективний хід осі X/Z | мм | Діаметр 1000/400 | |||
| Специфікації гвинта осі X/Z | мм | 32 | |||
| Специфікації рейок осі X/Z | мм | 35 | |||
| Потужність двигуна по осі X/Z | кВт | 1.3 | |||
| Максимально швидке переміщення осі X/Z | м/хв | 24 | |||
| Довжина верстата X ширина X висота | мм | 2100X1580X1800 | |||
| Загальна вага всієї машини | КГ | 2600 | |||
| Номер ножа | виправити | 8 | |||
| Квадратний розмір ножа | мм | 20X20 | |||
| Розмір фрези з круглими отворами | мм | Ø20 | |||
| Загальна потужність | кВт | 13 | 13 | 16 | |
| Середнє споживання електроенергії | кВт/год | 2 | 2 | 2.5 | |
| головний вал | Форма торця шпинделя |
|
A2-5 | A2-6 | A2-8 |
| Максимальна швидкість шпинделя | об/хв | 6000 (встановлено на 4500) | 4200 (встановлено на 3500) | 3200 (встановлено на 2500) | |
| Потужність двигуна шпинделя | кВт | 7.5 | 7.5 | 11 | |
| Номінальний крутний момент двигуна шпинделя | Нм | 47,8 Нм | 47,8 Нм | 72 Нм | |
| Максимальний діаметр прутка, що проходить | мм | Ø 45 | Ø 51 | Ø 75 | |
Точність верстатів
| Точність машини, стандарт фактора Jingfus: | ||||
| Основний предмет перевірки | Принципова схема | Спосіб виявлення |
Заводський стандарт |
|
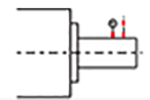
| Радіальне биття шпинделя, |
 |
Визначити биття зовнішнього конуса | 0.0025 | |
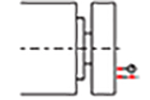
| Повторне положення осі X |
 |
Виявлення повторного позиціонування осі X. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.0025 | |
| Повторне положення осі Z |
 |
Виявлення повторного позиціонування на осі Z. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.0025 | |
| Якщо замовник хоче перевірити точність ISO або VD1 осі X/Z/Y, це має бути визначено під час написання контракту. Клієнт повинен протестувати цей товар одночасно з первинним прийманням фабрики Jingfusi. | ||||

Гарячі теги: Високоточний токарний верстат із похилою станиною з ЧПУ, Китай, виробники, постачальники, фабрика, якість, прайс-лист
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності