 український
український-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά - український
-
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


додому
>
Продукти > Токарний верстат з ЧПУ з косою станиною
>
Токарний верстат з ЧПУ з похилою станиною та рядом інструментів
Продукти






Токарний верстат з ЧПУ з похилою станиною та рядом інструментів
Високоякісний токарний верстат з ЧПУ з похилою станиною та рядом інструментів пропонує китайський виробник Jingfusi®. Купуйте токарний верстат з ЧПУ з похилою станиною та рядом інструментів високої якості безпосередньо за низькою ціною.
Надіслати запит
Опис продукту
Jingfusi® є провідним китайським виробником, постачальником і експортером токарного верстата з ЧПК із похилою станиною та рядом інструментів. Дотримуючись прагнення досконалої якості продукції, так що наш токарний верстат з ЧПУ був задоволений багатьма клієнтами. Екстремальний дизайн, якісна сировина, висока продуктивність і конкурентоспроможна ціна – це те, чого хоче кожен клієнт, і це також те, що ми можемо вам запропонувати. Звичайно, також важливим є наше ідеальне післяпродажне обслуговування. Якщо ви зацікавлені в наших послугах, ви можете проконсультуватися з нами зараз, ми відповімо вам вчасно!


Схема руху машини
Деталі продукту
Список параметрів
| Основна специфікація | |||
| Пункт | одиниця | Специфікація | Зауваження |
| Макс. діаметр обточування | мм | 250 |
|
| Макс. гойдалки діам. над токарним верстатом | мм | Ø500 |
|
| Макс. діаметр повороту через ковзання | мм | Ø160 |
|
| Ступінь похилого ліжка | ступінь | 35° |
|
| Ефективний хід осі X | мм | 1000 |
|
| Ефективний хід осі Z | мм | 400 |
|
| Вісь X/Z макс. швидка швидкість пересування | м/хв | 24 |
|
| Розмір столу: Д х Ш | мм | 700 x 290 |
|
| Розмір машини: Д х Ш х В | мм | 2100x1580x1800 |
|
| Маса нетто машини | кг | 2600 |
|
|
|
шт | 8 |
|
| Квадратні інструменти | мм | 20 х 20 |
|
| Розмір отвору ножа | мм | Ø20 |
|
| Всього кінь | кВт | 13 |
|
| Середнє споживання електроенергії | кВт/год | 2 |
|
| Форма торця веретена |
|
A2-5 | 52:A2-6;CK36:A2-4 |
| Швидкість шпинделя | об/хв | 6000 | 52:4200;CK36:5000 |
| Налаштування швидкості шпинделя | об/хв | 1-4500 | 52:1-3500; CK36:1-4500 |
| Номінальний крутний момент шпинделя | Нм | 35 Нм (1500 об/хв) | 52:47,8 нм; CK36:38 нм |
| Максимальний діаметр прутка | мм | Ø45 | 52:Ø50;CK36::Ø50 |
Точність верстатів
| Точність машини, стандарт фактора Jingfus: | ||||
| Основний предмет перевірки | Принципова схема | Заводський стандарт | ||
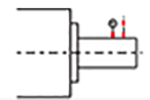
| Радіальне биття шпинделя, |
 |
Визначити биття зовнішнього конуса | 0.0035 | |
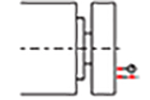
| Позиція повторення осі X,X |
 |
Виявлення повторного позиціонування осі X. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.003 | |
| Повторне положення осі Z,Z |
 |
Виявлення повторного позиціонування на осі Z. Примітка. Спочатку прогнозуйте приблизно 50 разів, щоб компенсувати помилку холодного двигуна та гарячого двигуна, а потім виявіть повторне позиціонування. | 0.003 | |
| Якщо замовник хоче перевірити точність ISO або VD1 осі X/Z/Y, це має бути визначено під час написання контракту. Клієнт повинен протестувати цей товар одночасно з первинним прийманням фабрики Jingfusi. | ||||
Гарячі теги: Токарний верстат з ЧПУ з похилою станиною та рядом інструментів, Китай, виробники, постачальники, фабрика, якість, прайс-лист
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності