 український
український-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά - український
-
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


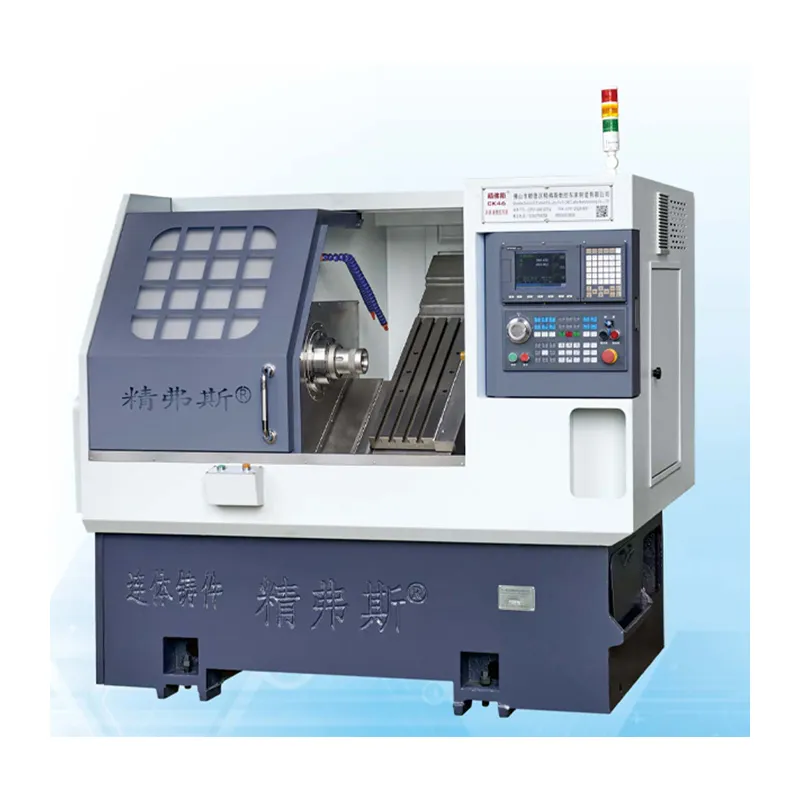
Структурний макет та характеристики вершників ЧПУ
Вершники ЧПУтакож складаються з шпиндельного коробки, власника інструменту, системи передачі подачі, ліжка, гідравлічної системи, системи охолодження, системи змащення тощо, але система подачі токва верстата по суті відрізняється від системи горизонтальної токарної верстки. Рух шпинделя горизонтального токарного верстата передається до власника інструменту через підвісну кадру колеса, коробку для подачі та слайд для досягнення поздовжніх та поперечних руху подачі, тоді як вершники CNC використовують сервомотолики, які передаються до слайд-пластини та Z-D-D-Drecection за допомогою кульового гвинта (поперечного годування). Токарники ЧПУ також мають різні різьбові функції, а з'єднання руху між обертанням шпинделя та рухом тримача інструменту керується системою ЧПУ. Імпульсний кодер встановлюється в шпиндельній коробці токарного верстата ЧПУ, і рух шпинделя передається в імпульсний кодер через синхронний зубчастий ремінь. Коли шпиндель обертається, імпульсний кодер надсилає сигнал імпульсу виявлення в систему ЧПУ, так що обертання двигуна шпинделя та подача різання інструменту підтримує з'єднання руху, необхідне для обробки нитки, тобто, коли нитка обробляється, шпиндель обертається один раз, а володар інструменту переміщує пропуск у напрямку Z одним ведучим.
Макет шпинделя, Tailstock та інші компоненти токарного верстата з ЧПУ відносно русла в основному такий же, як і у горизонтального токарного верстата, тоді як компонування власника інструменту та направляючої рейки зазнали фундаментальної зміни. Це пояснюється тим, що макет власника інструменту та направляючої рейки безпосередньо впливає на функцію застосування, структуру та зовнішній вигляд токарного верстата. Крім того,Вершники ЧПУоснащені закритим захисним обладнанням. Макет ліжка та направляюча залізниця. Існує 4 макети відносного положення направляючої лінії верстата з ЧПУ та горизонтальної площини. Горизонтальне ліжко має хорошу обробку і зручно для обробки направляючої залізничної поверхні. Горизонтальне ліжко, оснащене горизонтально обладнаним ножем, може збільшити швидкість руху власника інструменту, який, як правило, може бути використаний для макета великих верстатів з ЧПУ або невеликих точних токарних верстатів. Однак простір під горизонтальним ліжком невеликий, що ускладнює видалення мікросхеми. З точки зору структурних розмірів, горизонтальне розміщення власника інструменту довше робить бічний вимір слайда, тим самим збільшуючи структурний вимір у ширину вершини верстата. Режим компонування горизонтального ліжка з косо розміщеним слайдом і оснащений косою захисною кришкою направляючої залізниці, з одного боку, має характеристики хорошої обробки горизонтального ліжка; З іншого боку, розмірний верстат верстата в напрямку ширини менший, ніж у горизонтальному слайді, і видалення мікросхеми зручне. Режим компонування горизонтального шару з косою розміщеною слайдом і похилому руслі, оснащеному похилому слайді, широко використовується невеликими та середніми токальними верстатами з ЧПУ. Це пояснюється тим, що ці два режими макета прості для видалення мікросхем, мікросхеми не накопичуються на направляючій рейці, а також зручно встановити автоматичний конвеєр чіпів; Це легко керувати та легко встановити маніпулятор для досягнення автоматизації одномашинки; Транслюсник займає невелику площу, має простий і гарний вигляд, і його легко досягти закритого захисту.
Власник інструменту токарного верстата CNC є важливою частиною верстатів. Власник інструменту використовується для затискання ріжучого інструменту. Тому його структура безпосередньо впливає на потужність різання верстата. Певною мірою структура та функція власника інструменту відображають рівень планування та виробництва токваля з ЧПУ. Завдяки безперервному розвитку токарних верстатів, структура власника інструменту постійно інноваційна, але взагалі кажучи, вона може бути приблизно розділена на дві категорії, а саме власник інструменту ROW та власник інструментів Turnet. Деякі центри повороту також використовують обладнання для автоматичної зміни інструментів за допомогою журналів інструментів. Власник інструментів рядка зазвичай використовується для малогоВершники ЧПУ. Під час зміни інструментів можна досягти різних інструментів, а автоматичне позиціонування може бути досягнуто автоматичного позиціонування. Власник інструментів башти також називається баштою або таблицею інструментів, і має дві структурні форми: вертикальні та горизонтальні. Він має пристрій автоматичного позиціонування з мультиінструментом, а автоматична зміна інструменту верстата верстата досягається за допомогою обертання, індексації та розташування головки башточки. Власник інструментів башти повинен мати точну індексацію, надійне позиціонування, високу точність повторного позиціонування, швидкість індексації та хороші показники затискання, щоб забезпечити високу точність та високу ефективність токарного верстата з ЧПУ. Деякі власники інструментів башти можуть не лише досягти автоматичного позиціонування, але й передавати потужність. В даний час двосайські токарні верстатів здебільшого використовують 12-станові власники інструментів Turnet, а також є власники інструментів Tourte 6-станції, 8 станції та 10 станцій. Існує два способи розташування власника інструменту башточки на верстаті: один - це власник інструменту для башти для обробки деталей диска, обертова вісь яких перпендикулярна шпинделю; Інший - це власник інструментів башти для обробки вал та деталей диска, обертова вісь яких паралельна шпинделя.
Ліжко верстата з ЧПС чотири осі оснащені двома незалежними слайдами та тримачами інструментів башти, тому його називають токертом ЧПС з подвійним заводом. У цей період різання подачі кожного власника інструменту контролюється окремо, тому два власники інструментів можуть одночасно вирізати різні частини однієї заготовки, що не тільки розширює шкалу обробки, але й покращує ефективність обробки. Чотиризовний верстат CNC має складну структуру і його потрібно обладнати спеціальною системою ЧПУ для завершення управління двома незалежними власниками інструментів. Він підходить для обробки колінчастих валів, деталей літаків та інших деталей зі складними формами та великими партіями.
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності